熱噴涂涂層,可以增強此類部件的耐腐蝕性
熱噴涂涂層,可以增強此類部件的耐腐蝕性。在可用的熱噴涂涂層中,等離子噴涂廣泛用于耐磨應用。然而,與碳化物、陶瓷和氧化物相比,這些涂層由于硬度較低而受到工業限制。盡管如此,這些涂層的耐腐蝕性能通過強化WC、Al等硬質相來顯著提高如,2O3、Cr3C2、Cr2O3、TiC、TiO、SiC、TiN、CeO 2、ZrO2等。與Cr3C2相比,WC-Co具有更高的硬度、更好的延展性、化學惰性和...
2022.10.10
我國熱噴涂技術蓬勃發展
現代工業對裝備零部件表面的要求越來越高,高溫、高壓、高速、重載以及腐蝕介質等苛刻條件使得零部件往往從表面開始被破壞,而表面的破壞常導致整個零部件失效,從而造成重大損失。表面工程通過在零部件表面制備性能優于本體材料的功能薄層,能夠以較為合理的成本大幅提高零部件表面性能。 熱噴涂是一種重要的表面工程技術,通過火焰、電弧或等離子體等熱源,將絲狀、棒狀或粉末材料加熱至...
2022.10.09
先進熱障涂層
BC系統是典型的雙層式結構,它包括金屬粘結層和陶瓷頂層。粘結層是保護基層氧化和腐蝕的并有改善陶瓷層和基層之間結合強度的作用。陶瓷頂層相比金屬機體而言擁有很低的熱傳導率,通過內冷陶瓷層可以實現一個很大的溫差度(幾百K)。因此,它既可以降低金屬基體的溫度以提高部件的使用壽命又可以提高渦輪發動機的點火溫度來提高它的工作效率。自19世紀50年代****個軍用發動機搪瓷涂層的制造起熱障涂層開始了工業化發展...
2022.10.08
07
2022/10
修復做得好,經濟損失小!工廠機械相關必讀
現代的經濟發展和建設速度飛快,在這個發展的過程中,又出現了無數的機械設備,這些設備具有各種各樣的用途,為生產建設做出了巨大的貢獻。但是一些經常在高溫、高壓、強腐蝕、流體沖刷等環境下高頻次使用的大型設備在使用的過程中經常會出現隱藏的故障,影響生產。這是因為長時間不對其進行保養和維護,讓機器、設備的發電機轉子、輪機葉片、軸承檔、傳動箱、水冷壁、管道法蘭、閥門閥芯等出現磨損,造成高溫疲勞磨損、...
學術論文丨噴涂工藝對 SiC 基片上制備的 Si 粘結層組織及性能的影響
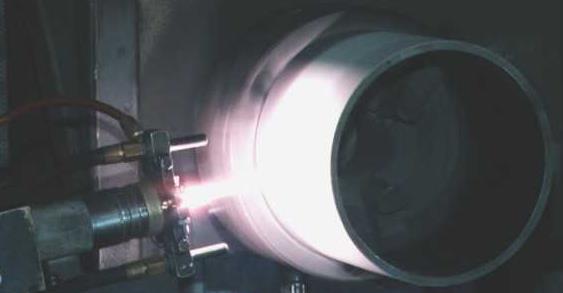
摘要:環境障涂層體系中 Si 粘結層的制備工藝對涂層性能有重要影響,性能良好的 Si 粘結層可以有效提高環境障涂層與 SiC 復合材料結合強度和改善涂層與基體熱膨脹的匹配程度。本文主要研究 Si 粘結層的制備工藝對涂層組織及性能的影響,采用大氣等離子噴涂技術在 SiC 基片上制備 Si 粘結層,研究噴涂電流對 Si 粘結層表面...
2022.10.06
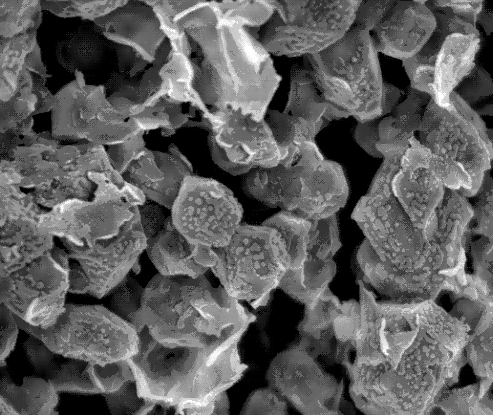
碳化鎢噴涂典型應用介紹
碳化鎢涂層是將碳化鎢合金以涂層的方式與基材結合形成碳化鎢耐磨層,通過超音速火焰噴涂碳化鎢對工業零部件進行密封,大幅度增加工件的耐磨和耐腐蝕性,提高工件性能及使用壽命。針對純粹的耐磨應用,比如鋼鐵工藝輥、耐磨導輥等可以選擇鈷/碳化鎢噴涂,比如Wc12Co或Wc17Co。 新能源鋰電行業混料機設備的應用中,由于混料設備中的攪拌軸不停的受到物體的撞擊和磨損,使攪拌軸變形及損壞,通過碳化鎢噴涂Wc12C...
2022.09.30
激光技術有多重要?細數在表面處理中的應用
激光表面處理是利用高功率密度激光束以非接觸方式加熱材料表面,通過材料表面本身的傳導冷卻實現其表面改性的技術。對提高材料表面的機械和物理性能,以及零件的耐磨性、耐腐蝕性和抗疲勞性有很大的好處。近年來,激光清洗、激光淬火、激光合金化、激光沖擊強化、激光退火等激光表面處理技術以及激光熔覆、激光3D打印、激光電鍍等激光增材制造技術迎來了廣闊的應用前景。01激光清潔激光清洗...
2022.09.29
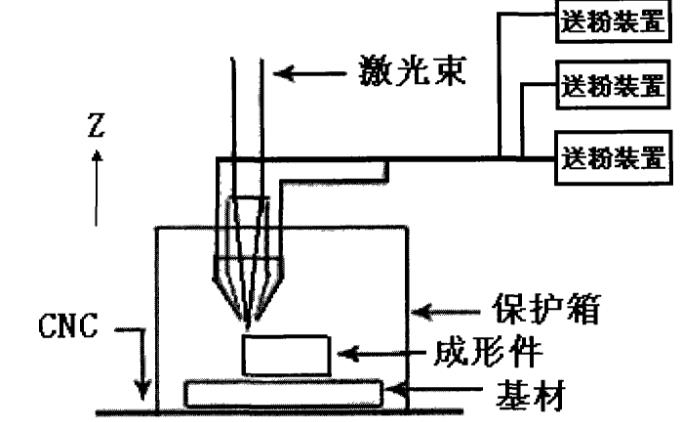
激光熔覆-軸(視頻)
???激光熔覆機是一種新的表面改性技術。它通過在基材表面添加熔覆材料,并利用高能密度的激光束使之與基材表面薄層一起熔凝的方法,在基層表面形成與其為冶金結合的添料熔覆層。下面介紹激光熔覆技術具有顯著優勢與特點。與許多傳統表面處理技術相比,激光熔覆技術具有以下顯著優勢。1.耐磨耐腐蝕。激光熔覆可以在普通碳鋼工件表面激光熔覆耐腐蝕、耐磨損、性能優良的合金層,提高工件使用壽命。2.降低成本和能源消
2022.09.28
修復做得好,經濟損失小!工廠機械相關必讀
??現代的經濟發展和建設速度飛快,在這個發展的過程中,又出現了無數的機械設備,這些設備具有各種各樣的用途,為生產建設做出了巨大的貢獻。但是一些經常在高溫、高壓、強腐蝕、流體沖刷等環境下高頻次使用的大型設備在使用的過程中經常會出現隱藏的故障,影響生產。這是因為長時間不對其進行保養和維護,讓機器、設備的發電機轉子、輪機葉片、軸承檔、傳動箱、水冷壁、管道法蘭、閥門閥芯等出現磨損,造成高溫疲勞磨
2022.09.28
27
2022/09
當激光遇到了再制造技術,世界就變了
一、激光再制造技術提出的市場背景再制造工程是以產品全壽命周期理論為指導的工程實踐。裝備的論證、設計、制造、使用、維修、回收的全部費用稱作全壽命周期費用,傳統上只重視裝備的“前半生”,(這個周期僅占20~40%的費用),而往往忽略了“后半生”,即使用、維修和報廢階段的費用。裝備的再制造工程是以裝備的“后半生”為對象,以提高利用率、節約資源、環境保護、堅持可持續發展的一門工程技術。再制造技術的發展必...
高速激光熔覆會取代電鍍嗎?
???現如今,有越來越多的行業采用高速激光熔覆技術來代替電鍍技術,這不僅僅是因為高速激光熔覆的速度更快、效率更高,同時也是因為高速激光熔覆技術使用起來更加環保,不會對于環境造成污染。那么問題來了,高速激光熔覆會完全取代電鍍嗎?電鍍技術會漸漸消失在我們的生活中嗎?要想知道這個問題的答案,我們首先就要了解高速激光熔覆技術和電鍍技術的優、缺點及其原理。高速激光熔覆技術的好處上面已經說過了,
2022.09.26
內壁高速激光熔覆,開辟行業新局面
管筒件內表面處理一直是表面改性領域的難題,特別是內徑較細、長徑比較大及變徑的管件,處理難度較大。電鍍是最早應用的管筒件內表面處理方法,在我國已有40多年的歷史。但電鍍涂層在性能上存在著不足,并且對環境有嚴重污染,在環保要求日益提高的今天,電鍍行業將被逐漸替代。在船舶、石油、采礦等制造業中,需要使用大量的管道,這些管道在使用過程中內壁會受到不同程度的磨損,嚴重影響其使用性能和壽命。因此,提高...
2022.09.23
激光淬火沾火-視頻
激光淬火技術的優勢與應用???采用激光淬火齒面,其加熱冷卻速度很高,工藝周期短,不需要外部淬火介質.具有工件變形小,工作環境潔凈,處理后不需要磨齒等精加工,且被處理齒輪尺寸不受熱處理設備尺寸的限制等獨特優點。下面介紹激光淬火技術的優勢與應用。???激光淬火的功率密度高,冷卻速度快,不需要水或油等冷卻介質,是清潔、快速的淬火工藝。與感應淬火、火焰淬火、滲碳淬火工藝相比,激
2022.09.22
碳化鎢噴涂典型應用介紹
碳化鎢涂層是將碳化鎢合金以涂層的方式與基材結合形成碳化鎢耐磨層,通過超音速火焰噴涂碳化鎢對工業零部件進行密封,大幅度增加工件的耐磨和耐腐蝕性,提高工件性能及使用壽命。針對純粹的耐磨應用,比如鋼鐵工藝輥、耐磨導輥等可以選擇鈷/碳化鎢噴涂,比如Wc12Co或Wc17Co。 新能源鋰電行業混料機設備的應用中,由于混料設備中的攪拌軸不停的受到物體的撞擊和磨損,使攪拌軸變形...
2022.09.21
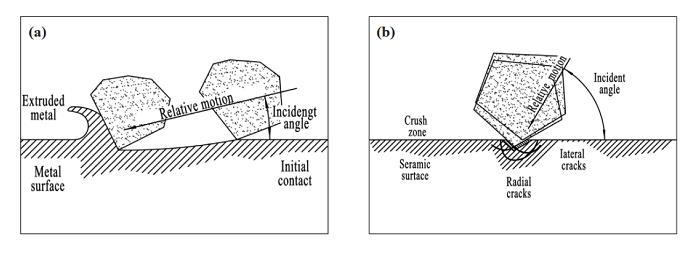
學術論文丨硬質涂層抗噴砂型沖蝕磨損研究現狀
摘要:為減少材料和能源的損耗, 延長零部件使用壽命, 硬質涂層被應用于噴砂型沖蝕磨損環境。本文介紹了噴砂型沖蝕磨損的危害和硬質涂層的應用情況, 綜述了硬質涂層力學性能、 基體材料性能、 粒子特性和噴砂參數等對涂層抗噴砂型沖蝕磨損的影響趨勢, 總結了噴砂型沖蝕磨損的動力學模擬和沖擊試驗的研究情況, 指出了涂層硬度和韌性以及基體與涂層性能的匹配有助于提高涂層抗噴砂型沖蝕磨損, 展望了通過數字模擬與試...
2022.09.19
激光熔覆材料研究現狀
激光熔覆技術可顯著改善金屬表面的耐磨、耐蝕、耐熱、抗氧化等性能。與堆焊、熱噴涂、電鍍等傳統表面處理技術相比,它具有諸多優點,如適用的材料體系廣泛、熔覆層稀釋率可控、熔覆層與基體為冶金結合、基體熱變形小、工藝易于實現自動化等。因此,20世紀80年代以來,激光熔覆技術得到了國內外的廣泛重視,并已在諸多工業領域獲得應用。 激光熔覆工藝和熔覆層性能決定了激光熔覆技術的應用。激光熔覆層的形成過程是一...
2022.09.15
淺析熱噴涂技術的“熱”門應用
熱噴涂技術是利用熱源將噴涂材料加熱至熔化或半熔化狀態,并以一定的速度噴射沉積到經過預處理的基體表面形成涂層的方法。
2022.09.11
光伏新技術:精密鈣鈦礦噴涂
鈣鈦礦因其作為太陽能電池的潛在材料特性引起了人們的極大興趣,但要使它們廣泛應用于實際,研究人員必須開發處理它們的高效制造流程。泰國科學家設計了一種噴涂方法,將精密的鈣鈦礦層涂在基質上,從而制造出穩定、高性能的光伏結構。鈣鈦礦有許多化學公式,通常有兩個不同的陽離子和三個陰離子。來自瑪希隆大學材料科學與創新學院的科學團隊將他們的研究重點放在混合鹵化物鈣鈦礦上,其中包括一些溴原子或碘原子的結合...
2022.09.09
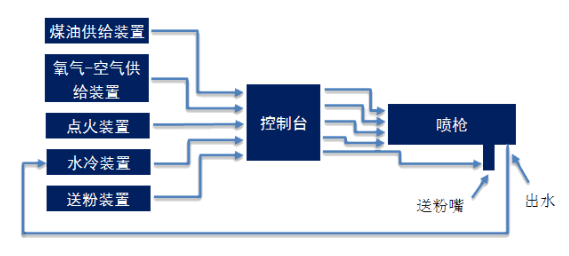
風電零件特種修復技術之超音速噴涂——安維士
超音速噴涂是利用丙烷、丙烯等碳氫系燃氣等液體燃料與高壓氧氣在燃燒室或特殊噴嘴中燃燒產生高溫高壓焰流,其溫度3200℃,火焰速度高達1500~2000m/s以上,然后將粉末沿軸向或徑向送進火焰中,產生熔化或半熔化的粒子,并高速(300~600m/s)撞擊在經過預處理的基體表面沉積形成涂層的方法。超音速噴涂的工作原理如圖1所示圖1工作原理示意圖超音速噴涂火焰速度很高,但溫度相對較低,對于WC-Co系硬質合金,可以有效抑...
2022.09.08